
Intro
The Edge to Innovation
As a supplier of high-quality tools for mold and die making, we not only attach great importance to offering a broad and deep portfolio, but also to sustainably optimize our customers' production processes using our Production50® concept - tailored to your individual needs.
Production50®
Efficient production starts with a clear concept
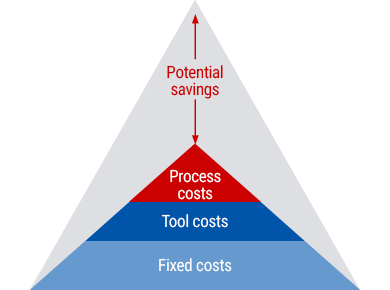
How can efficiency and productivity be improved under continuous cost pressure? The Kaizen philosophy has successfully established itself as a continuous improvement process in many companies. Production50® moulds Kaizen into our company. Efficient strategies can be developed with this methodology so that your production costs can be reduced by up to 50%.

UNIVERSAL PRODUCT RANGE
Where specialisation achieves maximum reach
Tools that are used to manufacture tools must have quite extraordinary properties: for example, a long service life that ensures high process reliability even with the hardest materials and at the same time delivers geometric precision. We meet these requirements with our complete product range for die and mold.
